
全國銷售熱線:18402037963

時間:2021-07-01
閱讀量:5762
分享:
掃碼分享至微信
激光焊接作為金屬材料的一種焊接工藝已經(jīng)被大部分人所熟知。但是,,作為塑料焊接的一種工藝目前還是比較先進的,,大部分人可能了解不多。激光焊接與超聲波焊接,、振動焊接,、熱板焊接等是廣泛應(yīng)用于樹脂塑料領(lǐng)域的焊接技術(shù)。
近年來,,隨著國內(nèi)激光應(yīng)用技術(shù)的不斷開發(fā)以及激光焊接設(shè)備的不斷研制,,越來越多的廠家開始導(dǎo)入塑料激光焊接工藝,原來被認(rèn)為“高大上”的工藝也逐漸被大眾所認(rèn)知,。由于激光焊接技術(shù)有著焊接外觀好,、焊接速度快、焊接強度高等優(yōu)點在汽車領(lǐng)域逐漸被采用,,比如汽車尾燈的燈罩與燈殼的焊接就可以采用激光焊接,。

激光設(shè)備的分類
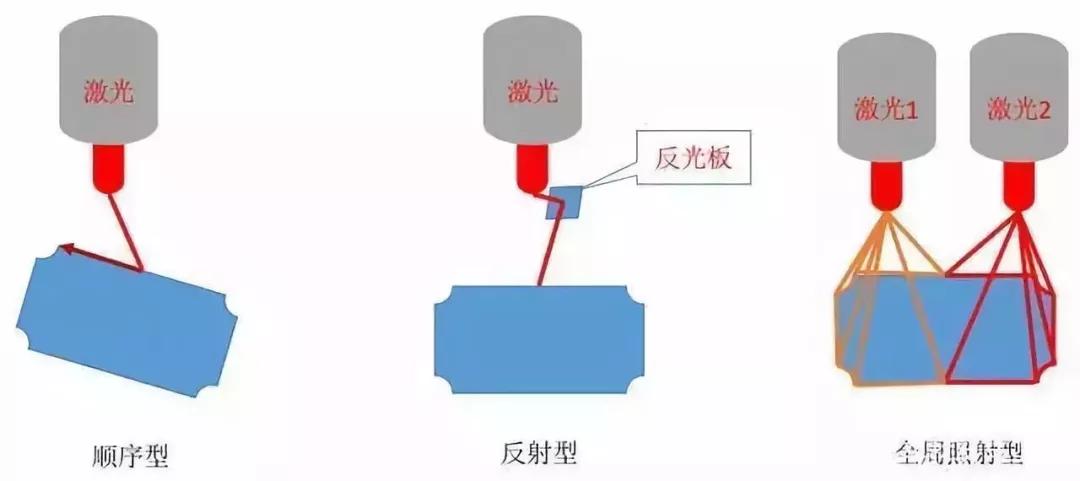
根據(jù)激光發(fā)射設(shè)備的構(gòu)造不同,激光的照射方式可以分為順序型,、反射型以及全周照射型,。
激光焊接原理
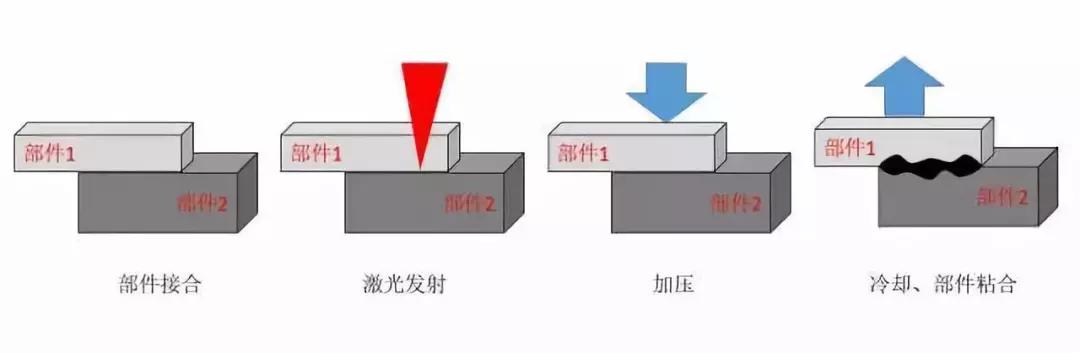
部件1為透明材質(zhì),,部件2為不透明塑料。激光束透過部件1到達(dá)部件2,,部件2與部件1接觸的界面處吸收激光能量,,當(dāng)能量聚集到一定的程度,就會將界面處的塑料熔化,。當(dāng)把一定的壓力施加到上下兩個部件上的時候就會將兩個部件熔融在一起,,冷卻后實現(xiàn)兩個部件融合為一體。
激光焊接的特點
1優(yōu)點
①焊接時間短,,一般只需要幾秒鐘時間 ②形狀自由度高,,激光的走形路線可控 ③可適用于精密焊接 ④外觀良好,毛刺少,,適合于外觀要求高的零部件 ⑤自動化程度高 ⑥熱影響區(qū)域小,可實現(xiàn)局部受熱,。
2局限性
①上層部件要求能夠透過激光,,不透明的塑料不能采用激光焊接的方式 ②設(shè)備投資費用大 ③專業(yè)技術(shù)要求比較高,需要對激光走形路線,、速度以及照射時間等有一定的了解,。
激光焊接過程
1激光焊接的四個步驟:
首先,將兩個部件安裝到治具上并加緊,;其次,,通過控制設(shè)備發(fā)射激光,確保在部件界面處生成足夠的熱量使得塑料熔化,;再次,,通過對部件施加一定的壓力,將兩個部件熔融的部分因在擠壓作用下融為一體,;最后,,通過關(guān)閉激光照射,保持一定的壓力一段時間,,使得兩部件冷卻,,最終實現(xiàn)
激光焊接過程
工藝參數(shù)管理
1激光功率:
激光功率是影響激光焊接質(zhì)量的重要因素,激光功率不足是造成焊接強度不足甚至界面剝離的重要因素,。激光功率是日常管理的重中之重,。激光功率的衰減規(guī)律是日常管理必須要明確的重要一項工作。
2激光速度(焊接時間):
是保證焊接強度的重要一項參數(shù),,如果激光速度過快,,可能導(dǎo)致熔融深度不足。如果激光速度過慢,,可能導(dǎo)致毛刺過大,,焊接強度下降。
3壓力(行程量):
對于不同的生產(chǎn)線,管理的參數(shù)不同,,通過壓力來保證焊接強度的話,,需要確保壓力的準(zhǔn)確性和壓力的壓入角度。通過行程量保證焊接強度的話,,需要對定位銷的磨損情況以及異物附著情況進行定期點檢確認(rèn),。
4冷卻時間:
冷卻時間是保證兩部件最后能夠有效接合在一起的重要參數(shù)。充分的冷卻時間可以有效的保證兩部件熔融的部分能夠融為一體,。
在日常的管理工作中,,除了工藝參數(shù)的管理之外,還需要對治具進行定期的點檢,,如果治具出現(xiàn)位移或者有異物附著,,可能導(dǎo)致兩部件安裝后的焊接部位不在同一水平面,這樣,,在焊接的過程中可能出現(xiàn)部分部位焊接強度不足或者無有效焊接的情況,。當(dāng)然,保證部件不變形,,不收縮也是保證焊接品質(zhì)的重要內(nèi)容,。
品控項目管理
1焊接強度:
通過拉伸試驗機檢測焊接強度是否滿足規(guī)格要求是確認(rèn)焊接品質(zhì)是否合格的重要表征。如果不滿足的情況下,,需要通過調(diào)整工藝參數(shù),,確保滿足規(guī)格要求。
2焊接深度:
也叫沉入量或者溶著代,。主要確認(rèn)兩零部件熔融后有多少塑料實現(xiàn)了有效結(jié)合,,這是保證焊接強度的一項重要參數(shù)。
3破壞方式:
定期的通過部件破壞實驗的方法確認(rèn)是否在焊接部位存在界面剝離的情況,。只有是母材破壞的情況才能保證焊接強度最好,。
4偏移量:
兩部件的中心線是否存在偏離。如果兩部件相對偏移量比較大,,可能導(dǎo)致焊接強度不足,。

 官方微信
官方微信
 公眾號
公眾號